I acquired a Green River Rifle Works barrel, left unfinished when they went out of business. It is a 1 1/8" x 31.5" .54 with plug fitted but no tang, underrib on, staples soldered in, cut for sights. Also two extra 3/4 x 16 plugs and tangs. The fitted plug had casting flaws and a narrow hook that did not match existing tangs (on the left), so it had to go. Plug thread length was .500". Center, a raw one and right, the one I fitted. I suggest real machinists cover their keyboards so they don't barf into it when I describe how I do this, but I don't have a lathe. The 1/8" thick sawed off piece of barrel is where I shortened another barrel with 5/8" (.625) plug journal to 1/2", a much better length. If using a 5/8" plug, its nose also has to be cut to 1/2" and fitted as I describe here.

The end of the journal was relieved for the base of the plug, where the threading die can't reach, although this plug had the threads cut all the way to the base. I did the final fitting with the barrel in a steel vise.

I smoke up the plug and barrel with a kerosene wicked lamp to see the fit.

It bottomed with .011 gap, so I filed the plug face until the back of the barrel touched.

The plug went 1 1/2 flats past correct alignment, so I had to fit it 6 1/2 flats deeper. With 16 threads per inch, each thread (one turn of the plug) is .0625, divided by 8 flats equals .0078 per flat times 6.5 flats to go equals .050 the plug has to go deeper. This amount had to come off the face of the plug AND the back of the barrel.
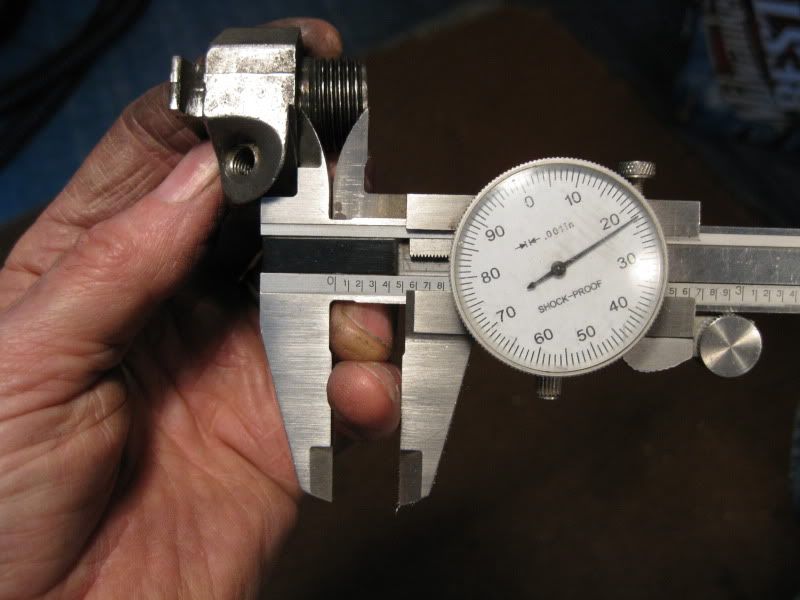
I scratched a .040" mark around the end of the barrel with the caliper jaws. Too much to file off easily, so I use the side of a grinding wheel, keeping the supported barrel square and level. Finish it square with a 12" mill bastard (smooth) file.

Since the relief groove is partly cut away, I now cut the threads to the face of the plug, using a jewelers saw to continue the thread and jewelers files to deepen it. A lot of smoking and filing, and here the piece of barrel let me prove the threads went all the way, leaving a bright spot where there was more to be filed.

h
Here the face is bottoming on the barrel, so the bright spots get filed off flat to let the plug go deeper.

After only three or four days(joke), I have the nose bottoming at the end of the bore and the base touching the back of the barrel. When it gets nearly down, say 1/2 flat away from alignment, I put a litle oil on the nose and base and, with the barrel in a good steel vise, give the wrench a light tap with a mallet to see if it aligns. If not, back out and file a little more. When fully seated and aligned, draw file the plug to match the barrel flats.

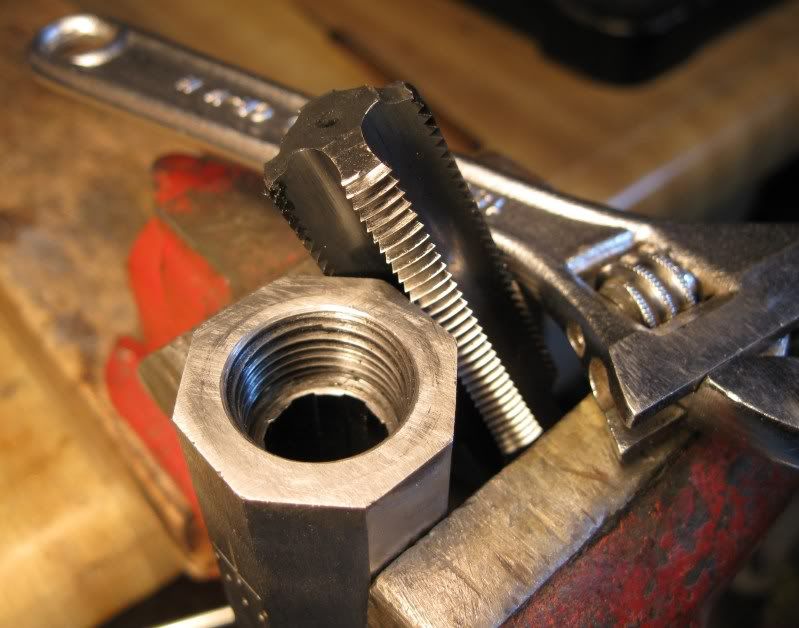
I use a 3/4 x 16 tap with the nose threads ground off with a Dremel tool and carbide disc, to allow the tap threads to cut to the end of the journal. I will never tap a drilled hole with this tap, and I use it only for cleaning out threads.
The cavity in the plug is smaller than the bore, so I use a diamond burr in my Dremel tool to open it up to .540, so the cleaning jag can go into this cavity.

I polish the hole leading from the nipple to the cavity using the same diamond burr and a small wood dowel with valve grinding compound. And I polish the cavity with a wooden dowel and valve grinding compound, to make the plug smooth so it will clean easier.



Usually you only have to file the nose and threads next to it a little, and the end of the barrel, to get the plug to bottom with new parts. And you can index to the next flat if need be, though I had to align my plug with the fitted underrib and sight slots. But this technique is what you use if you cut a barrel off and don't have a lathe.



